
clintopher
Well-Known Member
- Joined
- Aug 4, 2007
- Messages
- 50
- Reaction score
- 1
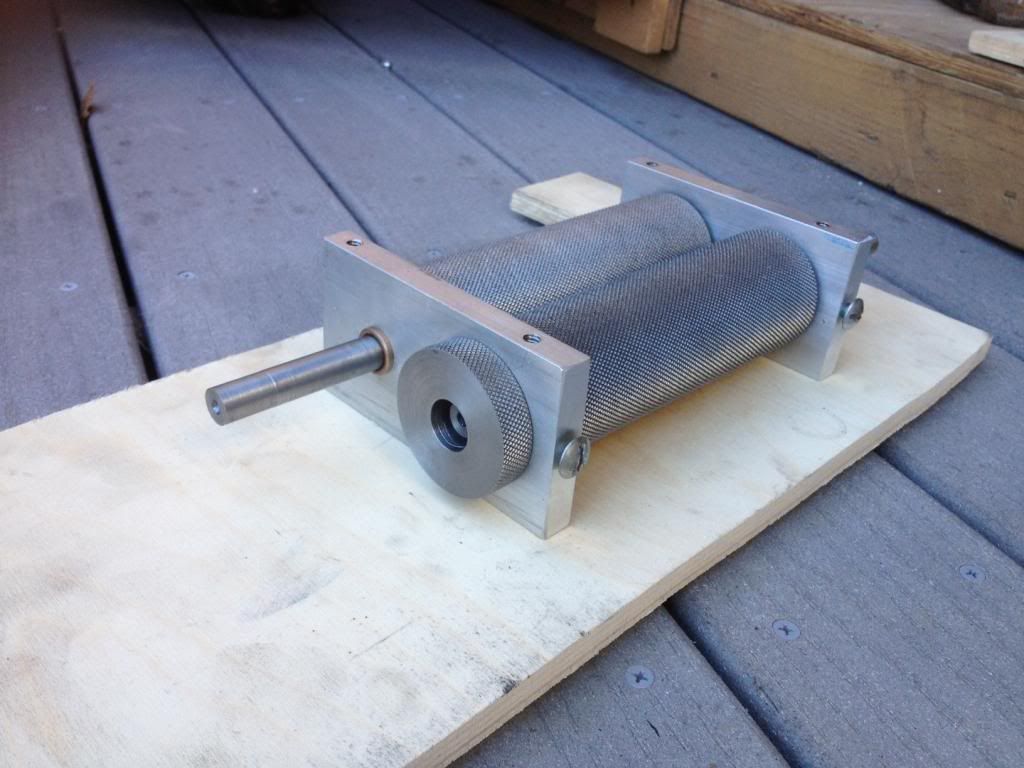
I'm doing this a little backwards. In a perfect world I would procure the bearings first, machine the rollers to dimension, and then put on the knurled finish. But the world isn't perfect and I don't know how long I'll have access to the knurling tool so I did that first. Anyway...first step in reverse is complete...knurled 2" 1018 round stock.















![Craft A Brew - Safale BE-256 Yeast - Fermentis - Belgian Ale Dry Yeast - For Belgian & Strong Ales - Ingredients for Home Brewing - Beer Making Supplies - [3 Pack]](https://m.media-amazon.com/images/I/51bcKEwQmWL._SL500_.jpg)












































")





