After literally dozens of silver soldered tri-camp ferrules and assorted other fittings, I finally had one fail.
I have a 20gal Kegco kettle on which I silver soldered two 1.5"/1" tri-clamp ferrules.
While cleaning the kettle, the ferrule holding my tri-clamp ball valve separated from the kettle.
On inspection, I realized that when I made the opening with my home-made swaging tool, it didn't dimple evenly, and the area that failed had a very small amount of solder.
Trying to even out the dimple was not an option, as the resulting opening was now slightly oversized.
I decided instead to use one of
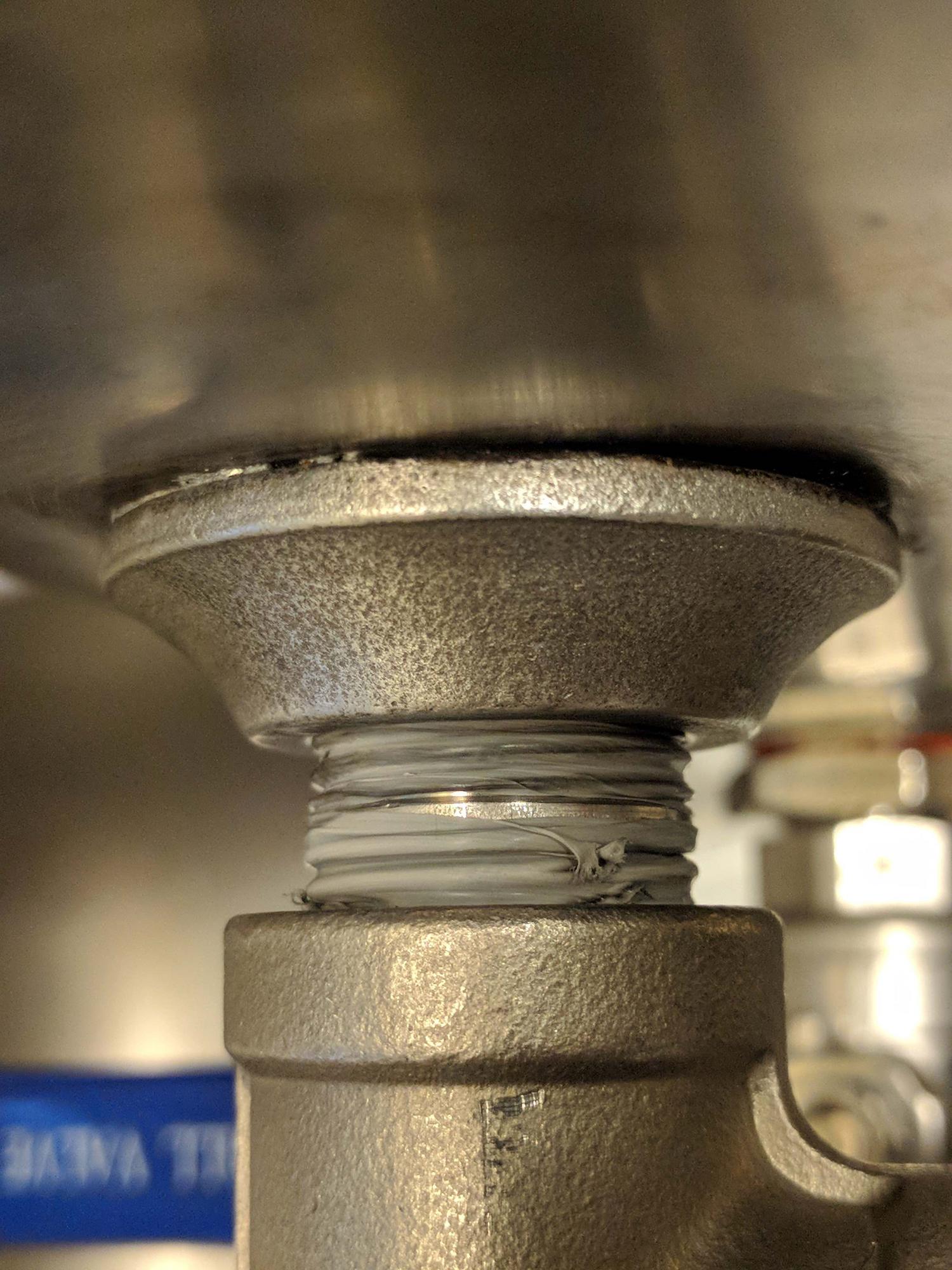
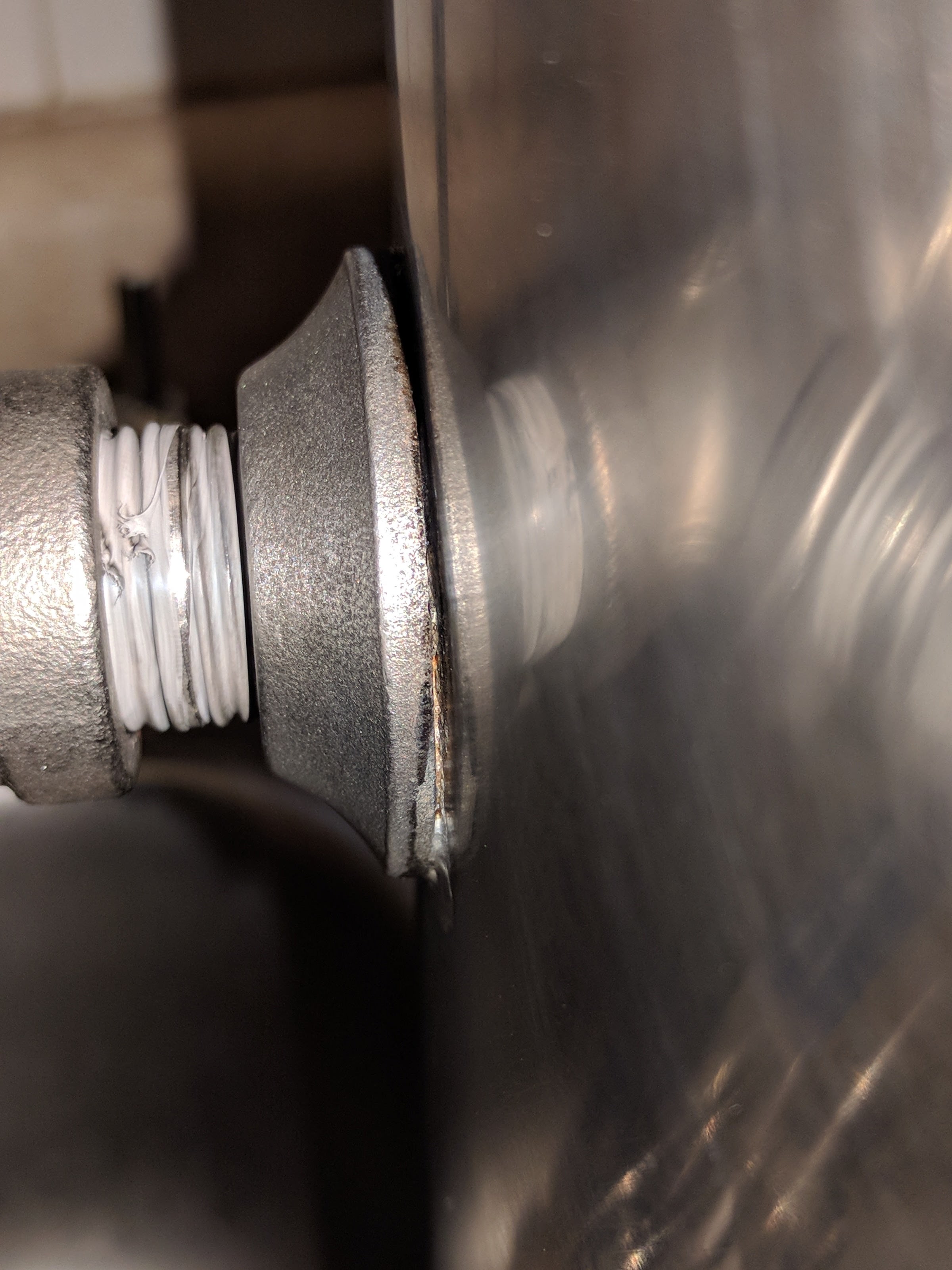
Bobby's 1.5 TC RADIUS FACE SOLDER FLANGE, of which I had several on-hand (I normally use them on unmodified Sanke Kegs that retain the standard 2" opening).
I used a step bit to open the hole up to 1-3/8", cleaned up and sanded the flange and keg.
Here's where I depart slightly from
Bobby's video.
I find that I have less of a problem if I "tin" both of the components prior to final assembly. I sand and clean the kettle surface and the flange (both the radiused face and the edges, which allows the solder to adhere to the edges as well as the radius), apply a thin layer of flux to one surface, apply enough heat to get a thin layer of solder evenly on the surface and then do the same with the other surface. This "tinning" process helps ensure that both surfaces are evenly "wetted", and helps ensure that when the two parts are mated, fluxed and soldered, that there are no gaps in the soldering.
I've used this process several times, and have always had a good, solid, leak-free attachment.
YMMV

























 . I have the parts in my cart, I was just scared to order until I was sure it could be done. I bought a nice baking pan for $8 to practice on.
. I have the parts in my cart, I was just scared to order until I was sure it could be done. I bought a nice baking pan for $8 to practice on.