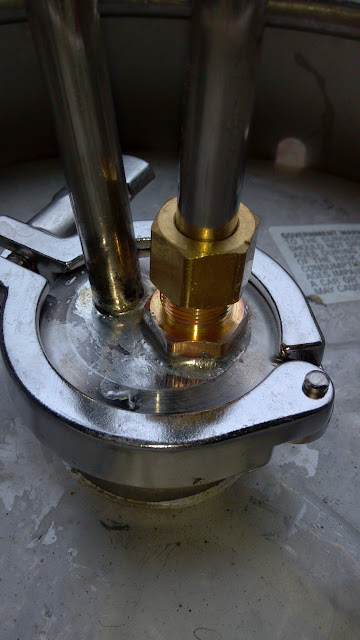
I just tried a heat gun for soldering:
View attachment 249221
Seems easier to control the heat than using the torch. It's easier not to burn off all the flux, which seems to be one of the biggest problems, IMHO.
And...... how did it come out? How long did it take to get everything hot enough? Where's the pic of the finished product?