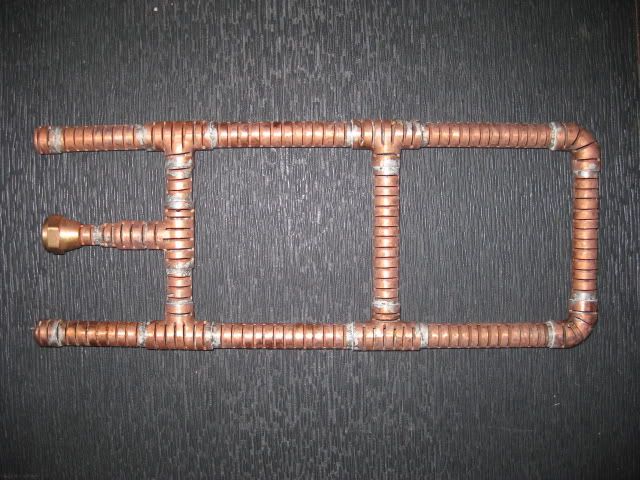
If you've ever made a slotted lauter tun manifold then you probably know of several ways to cut the slots. Anyone ever run across a tool to deburr the inside of those slots? I'm building a manifold with curved sections of tubing and its not obvious to me how I'm going to inside deburr. Because of the curves, I can't really slide a straight instrument in there to deburr. I've experimented with a spinning tube brush, but it doesn't work. The slots (from a fine hacksaw blade, in this case) are about .029" and the material thickness is .035. I can't get an fine point exacto blade in the slot at a steep enough angle to deburr. It looks to me like the solution is going to be a tool that deburrs from the outside of the slot, through the slot, deburring the backside. There are numerous dedicated deburring tools available, almost none are for such fine tolerance work. Except perhaps one. A deburring spiral brush. They're for deburring cross holes (holes drilled through tubing). They might work for slots. They look very much like your bottle or carboy brush except with brass or stainless bristles and, of course, very, very, very, very much smaller. In fact they go down to .022"! Don't drop that bad boy; it'll disappear faster than a keg of Guiness at an Irish wake. They're doable at about $5-$9 apiece. They come as either a manual version with a loop for your fingers, or without the loop so you can chuck it in something. Whaddya think? Any better deburring ideas?
search for lauter manifold slot deburring tool
- Thread starter ldave
- Start date


 . If it did occurr to you, but couldn't really figure out how to do it, then we'll get along. If you did deburr yer thing, then I love you, please post.
. If it did occurr to you, but couldn't really figure out how to do it, then we'll get along. If you did deburr yer thing, then I love you, please post.