OP
OP
- Joined
- Nov 18, 2008
- Messages
- 2,058
- Reaction score
- 25
You could also try asking around at some small job shops.
They always have scraps lying around, and may give you some.
It will probably be carbon steel but any time under the hood is gonna help.
Don't call ahead just show up. It's easier to tell someone "no" over the phone than face to face. Tell them that your learning how to weld and they most likely will oblige you.
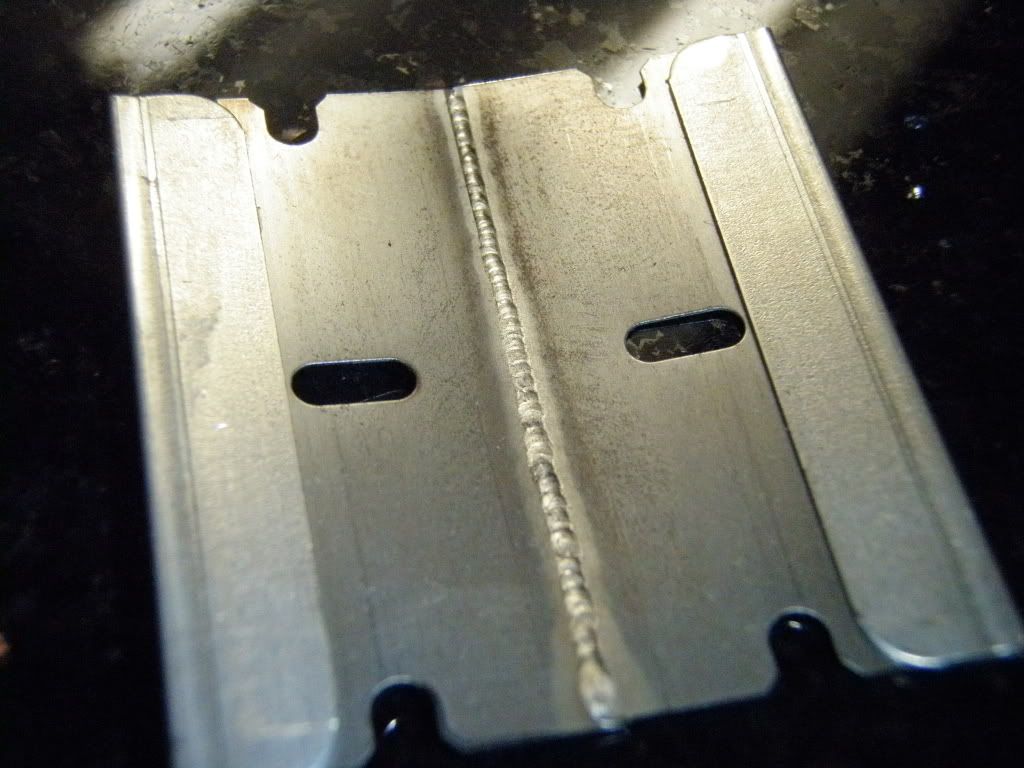
For welding in AC mode the way you sharpened the tungsten was good but in dc mode I find a sharp point focuses the arc better.
I ordered a "T" from the local welding shop that connects to the bottle and bought a cheap flowmeter off of ebay to supply backgassing. I was afraid that with a "T" after the flowmeter I could not be sure of the flow to the torch.
That's a good point. You may get a lot further ahead if you agree to bring back the scrap after your done with it. They may just let you pilfer the scrap bin all you want.
The local college auto shop instructor always collects exhaust pipe scraps for his students, the scrap man gets what's left.
Ed, save that scrap with holes for filling holes shut later.
As I told you before is to tap off for back gassing before
the flow meter to not starve the torch like mentioned above.
You get a Vee Neck sunburn yet?
There is a couple muffler shops close... I will drop in and see if they have any scraps they will "loan" me.
I'm kinda leaning toward an extra bottle for back purging (but it will probably be a while). I'm not sure how to split my current line and still maintain the set flow to the torch. An extra tank would also serve as a backup.
BB - No sunburn yet, I pretty quickly thought of a long sleeve collared shirt
")
Thanks for the input guys, I hope to get in some more practice today.
Ed






















![Craft A Brew - Safale BE-256 Yeast - Fermentis - Belgian Ale Dry Yeast - For Belgian & Strong Ales - Ingredients for Home Brewing - Beer Making Supplies - [3 Pack]](https://m.media-amazon.com/images/I/51bcKEwQmWL._SL500_.jpg)