GreenMonti
Well-Known Member
- Joined
- Nov 29, 2009
- Messages
- 1,268
- Reaction score
- 67
Even though I believe I am shooting myself in the foot here, I have thought about it a lot and, what the heck. I think the final straw on this came from a convo with the typical type and all they wanted to do was barder and cut my prices down. I don't get it. (It was no one from here)
Ok. Since I have shown pics of how I mod kegs for couplers, there has been much up roar in the threads the pics are posted in. I am guilty of not keeping the threads on track either. I have helped to steer the topic in those 2 (I think) threads from the OP. I didn't want those or other threads to get skewed. So I thought I would post a thread for it. I am still not going to tell how "I" do it. Please don't ask.
I will and I hope others will give to the discussion and come up with another way to do this that would be more easy for others to do this. For those with knowledge of working with stainless steel, some of this will be redundant.(sp)
Disclaimer, I am a weldor. I do not claim to be a metallurgist or have great knowledge in said field. I am the dummy holding the torch.
Pics of what I do. This is recent job I did for Splangy.
Drill holes. Good clean and not jagged in any way. I use a step bit.

The hole must be prepped for the weld.
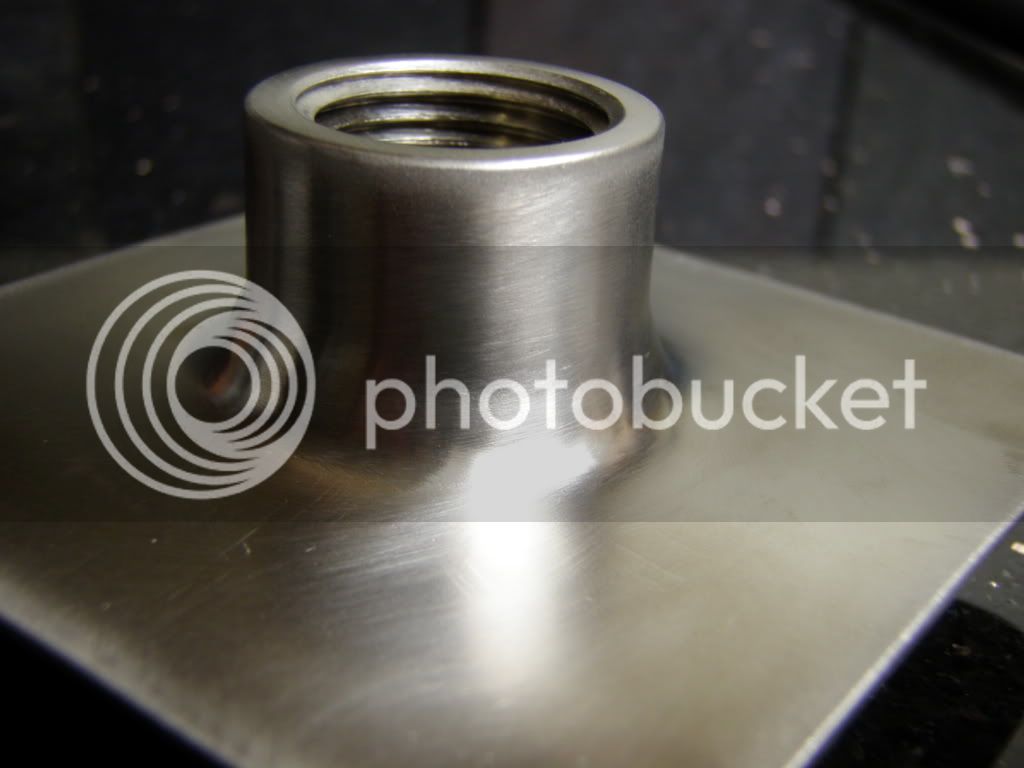
I then do what I do to get the coupler through the side of the keg.
A view from the inside.

The couplers are purged and welded.

Stay tuned, I type slow. More to come.
Ok. Since I have shown pics of how I mod kegs for couplers, there has been much up roar in the threads the pics are posted in. I am guilty of not keeping the threads on track either. I have helped to steer the topic in those 2 (I think) threads from the OP. I didn't want those or other threads to get skewed. So I thought I would post a thread for it. I am still not going to tell how "I" do it. Please don't ask.
I will and I hope others will give to the discussion and come up with another way to do this that would be more easy for others to do this. For those with knowledge of working with stainless steel, some of this will be redundant.(sp)
Disclaimer, I am a weldor. I do not claim to be a metallurgist or have great knowledge in said field. I am the dummy holding the torch.
Pics of what I do. This is recent job I did for Splangy.
Drill holes. Good clean and not jagged in any way. I use a step bit.
The hole must be prepped for the weld.
I then do what I do to get the coupler through the side of the keg.
A view from the inside.
The couplers are purged and welded.
Stay tuned, I type slow. More to come.